Cryogenic Pumps for Extreme Temperatures: OPTIMEX’s Expertise in the LNG Industry
15 April 2025
Installation Phase of OPTIMEX Pumps at Hinkley Point C Nuclear Site
9 July 2025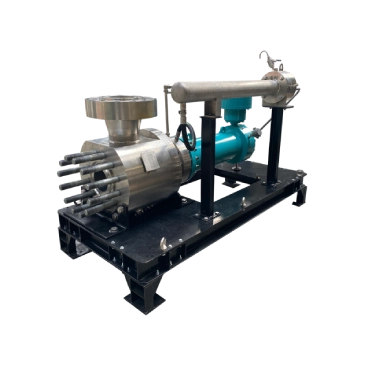
High-pressure pump solution for demineralised water applications
MANUFACTURER OF HIGH PRESSURE PUMP FOR DEMINERALISED WATER
Featuring a Centrifugal High-Pressure Pump Designed for Flexible Test Bench Operations in Extreme Conditions.
Context and Challenge
A research and testing laboratory required a durable high-flow circulation pump to integrate into a test bench system for evaluating the strength of specific components. The pump needed to handle demineralised water at 169 bar and 320°C, with the flexibility to simulate
several different test scenarios.
Key requirements included:
- High-pressure resistance: up to 169 bar
- High-temperature operation: up to 320°C
- Variable-speed operation: 1450 to 2300 rpm
- Several operating modes with varying flow rates and heads
- Compliance with the Pressure Equipment Directive (PED)
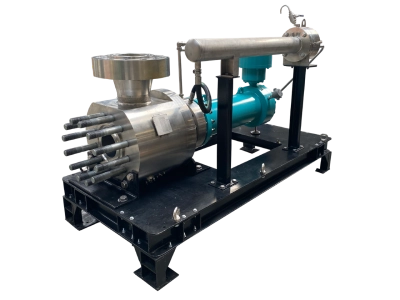
- Compact footprint despite the pump’s large size due to its characteristics (3.2 tons)
High Pressure Pump Specifications
Fabrication Number: BF1816
Name of the Pump: PREI-R 200/32 Hp_P150F2
User Industry: Testing Laboratory, France
Pumped Fluid: Demineralised Water
Design Conditions: 169 barg at 320°C
Operating Range with VFD used:
- Flow rate: from 80 to 403 m³/h
- Head: from 33 to 76 m
Motor Power: 150 kW – Weight: 3.2 tons
Solution Provided by OPTIMEX
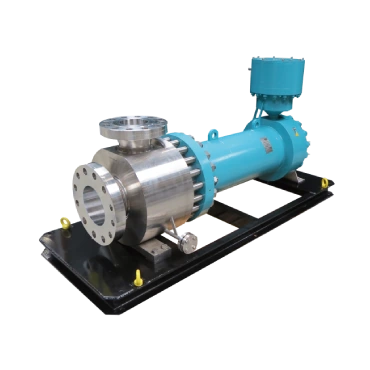
To meet the client’s demanding performance and safety standards, OPTIMEX designed a tailor-made centrifugal high-pressure pump with the following features:
- Monoblock design, ensuring mechanical stability and compact integration for high-pressure usage
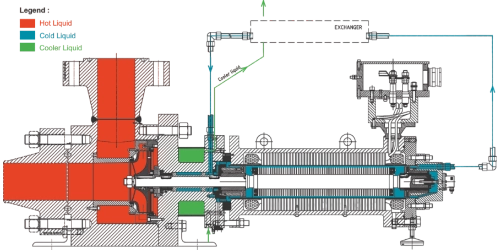
- Canned motor technology, providing a leak-free, safe operation environment
- Single-stage design aligned with EN 13445 standards
- Pressure resistance compliant with the PED directive
- Temperature handling from 20°C up to 320°C
- External cooling system with a heat exchanger to ensure thermal stability
- Speed control via variable frequency drive, enabling dynamic performance adjustments for multiple test configurations
Results and Benefits for the Client
The OPTIMEX solution delivered significant operational and technical advantages:
- Full PED compliance for high-pressure conditions
- Adaptability to several distinct test scenarios with a single pump
- High reliability with reduced maintenance needs and excellent MTBF
- Simplified testing process through wide-range adjustability
- Cost savings on equipment due to the pump’s multi-purpose use
- Integration into the client’s layout despite the heavy pump weight
OPTIMEX’s engineering expertise resulted in a tailored, flexible, and compliant solution, enabling the client to carry out various test conditions efficiently with a single high-performance pump, while meeting strict requirements in terms of safety, reliability, and adaptability.